
嘉兴晗晴电子有限公司
高级VIP
搜索标王
联系人:袁杰
手机:13456317022
浙江销售塑料模具新价格
来源:嘉兴晗晴电子有限公司
发布时间:2025-01-19 06:07:49
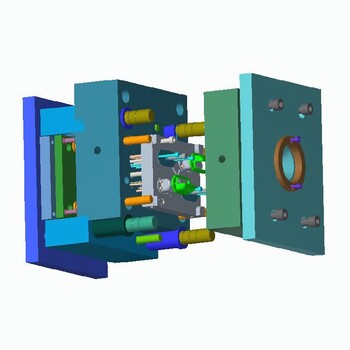
在注塑过程中,注塑机喷嘴处的压力高,以克服熔体全程中的流动阻力。其后,压力沿着流动长度往熔体前端波前处逐步降低,如果模腔内部排气良好,则熔体前端后的压力就是大气压。
亦称铸压成型。是将塑料原料加入预热的加料室内,然后把压柱放入加料室中锁紧模具,通过压柱向塑料施加压力,塑料在高温、高压下熔化为流动状态,并通过浇注系统进入型腔逐渐固化成塑件。此种成型方法,也称传递模塑成型。压注成型适用于各低于固性塑料,原则上能进行压缩成型的塑料,也可用压注法成型。但要求成型物料在低于固化温度时,熔融状态具有良好的流动性,在固化温度时,有较大的固化速率。
借助加热装置使浇注系统中的塑料不会凝固,也不会随制品脱模,所以又称无流道模。优点:1)无废料 2)可降低注射压力,可以采用多腔模 3)可缩短成型周期 4)提高制品的质量 适合热流道模塑料的特点:5)塑料的熔融温度范围较宽。低温时,流动性好,高温时,具有较好的热稳定性。6)对压力敏感,不加压力不流动,但施加压力时即可流动。7)比热性好,以便在模具中很快冷却。可用热流道的塑料有PE,ABS,POM,PC,HIPS,PS。常用的热流道有两种:1)加热流道模 2)绝热流道模。
标签:浙江注塑模具,海宁工业注塑模具,注塑模具价格,注塑模具价格
最新产品
更多









热门信息
热门产品
嘉兴晗晴电子有限公司 > 供应信息 > 浙江销售塑料模具新价格